Dry refractory for tundish. A dry refractory material tundish is an unshaped refractory material formed by vibration without the addition of water or liquid binders. Under vibration, the material can form a dense and uniform whole, and its strength is acquired by thermosetting binders or ceramic sintering agents when heated. A dry vibratory refractory materials tundish consists of refractory aggregates, powders, sintering agents, and additives.
Characteristics of Dry Refractory Material for Ladle
Dry refractory material for the ladle flows easily under vibration. Even with minimal vibration, the powder can fill the tiny pores between particles, resulting in a dense material with high packing density. During use, heating forms a working surface with a certain strength. The non-working surface remains partially unsintered, retaining its original dense packing structure. This structure helps reduce stress caused by expansion or contraction, helps prevent crack propagation and extension, helps prevent the intrusion of molten metal, and facilitates unpacking and cleaning. This material is applied on-site using vibration methods, which are simple, have a short construction period, require no curing or baking, and allow for rapid heating to sinter the working layer for immediate use.
Rapid Construction: With appropriate construction methods, the work can be completed in minutes, significantly reducing worker workload and minimizing safety hazards caused by human error.
Dry Forming: No prolonged baking is required before use, reducing energy consumption and greatly accelerating the turnover rate of tundishes.
Excellent Corrosion Resistance. It improves the lining life, meets the needs of long-term steel casting, and significantly reduces steelmaking costs.
It relies on phenolic resin as a binder to achieve release strength. This reduces phosphorus contamination, purifies the molten steel, and can meet the requirements of smelting different steel grades. However, resin-bonded dry linings are prone to carbon buildup.
It exhibits reasonable linear variation under various temperature conditions, facilitating ladle turning. Compared to using coatings, dry tundish refractory construction overcomes the disadvantages of manual application, especially in terms of significantly improved service life, meeting the requirements of continuous operation in the steel industry. In recent years, it has seen rapid application and is showing a trend of completely replacing tundish coatings.
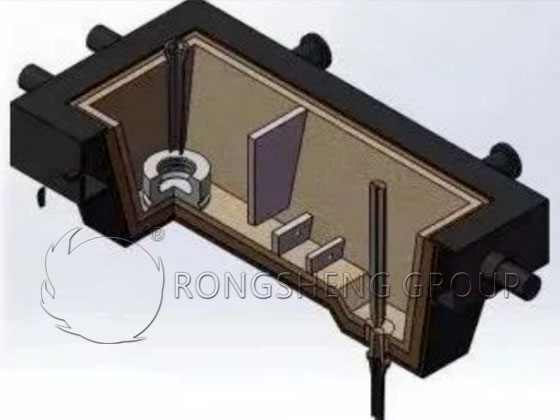
Intermediate Liner Structure
Key Points for the Construction of the Dry Refractory Material Working Layer in the Tundish
The tundish is a critical piece of equipment in continuous casting production, and its construction quality directly affects the purity of molten steel, the quality of the cast billet, and production safety. The following details the key points of tundish construction from aspects such as pre-construction preparation, key details during construction, and safety management.
Pre-construction Preparation
Tundish Body Inspection
Cleanliness: Thoroughly remove residual old refractory materials, steel slag, oil stains, and other debris from the inner wall of the tundish. Ensure there is no loose layer on the surface; if necessary, use mechanical grinding or sandblasting to ensure a firm bond between the new lining and the body.
Structural Integrity: Check for deformation and cracks in the tundish shell, the strength of the steel plate welds, and the unobstructed nature of drainage holes and vents.
Dimensional Verification: Measure the designed dimensions of the tundish lining (such as depth, width, and nozzle location). Ensure consistency with the construction drawings to avoid affecting the molten steel flow field due to dimensional deviations.
Material Selection: Select refractory materials based on the characteristics of the steel type (e.g., cleanliness requirements, temperature). For example:
Silica and Magnesia dry refractory: Before use, check the packaging for damage, moisture, or clumping, and ensure it is within its shelf life.
Precast components (e.g., water inlets, impact bricks): Check the dimensions and appearance for cracks and damage.
Tools and Equipment
Construction tools: Vibrator, scraper, template, thermometer, thickness gauge, etc. Ensure tools are clean and free of oil.
Equipment commissioning: Vibration table and baking equipment (e.g., gas burners, thermocouples) need to be commissioned in advance to ensure normal operation.
Key Details of Construction Process
Lining Construction Method
Dry Material Working Layer Construction
Sectional Construction: First, construct the bottom working layer, then place the working layer mold, followed by the wall working layer and slag line working layer. The bottom working layer is typically about 100mm thick. It is important to ensure even spreading and leveling. When placing the working layer mold, ensure proper positioning, leveling, and maintaining consistent spacing between the left and right sides and the permanent layer. When pouring the wall and slag line dry materials, reach the required height as designed, level and compact them. Avoid adding too much material at once, which could lead to insufficient compaction at the bottom. Set the vibration time according to the different materials.
Working Layer Baking: Set the corresponding baking time according to the different materials and the type of gas used. If the gas baking efficiency is low, appropriately extend the baking time.
Demolding and Curing: Demolding time should be determined based on the type of binder and weather conditions (demolding time will be shorter in winter due to lower temperatures). Demolding should avoid damaging the working layer. After demolding, the lining surface should be free of cracks and peeling, and the color should be uniform.
Precast Component Installation: Precast components must be dry and clean. Before installation, apply refractory mortar (such as magnesia mortar) to the contact surfaces, ensuring the joint width is ≤2mm. Secure with wooden wedges or steel clips to prevent displacement.
Treatment of Critical Areas
Sprue Area:
Fill around the upper sprue with dry filler material to ensure a tight bond with the ladle wall.
After installation, check the seal of the lower sprue. Use the kerosene penetration method to check for leaks.
Transition between Ladle Bottom and Ladle Wall: Create a rounded shape (R≥50mm) to avoid right angles that create stress concentration and cause lining peeling.
Construction Environment Control
Dust Control and Ventilation: Dust is generated during tamping or mixing. Dust masks must be worn, and the construction area must be well-ventilated to prevent the accumulation of harmful gases.
Safety Measures
Personal Protection: Construction personnel must wear high-temperature resistant gloves, dust masks, and goggles. Keep away from the ladle during baking to avoid burns.
Equipment Safety: Vibrators and other electrical equipment must be grounded to prevent electric shock. Check the sealing of gas pipelines during baking to prevent leaks that could lead to explosions.
Emergency Handling: If any abnormalities such as ladle deformation or lining cracking are found during construction, work must be stopped immediately. The cause must be analyzed and rectified before continuing.
Summary
The construction of the tundish working layer should adhere to the principles of “zoning material selection, layered control, and key reinforcement.” Standardized operation and meticulous management can effectively improve the service life of the tundish and ensure the stability of continuous casting production and the quality of the cast billet. In actual operation, adjustments should be made flexibly based on the specific process parameters of the steel plant (such as steel grade and casting speed), and the construction plan should be continuously optimized.